
El Arte de fabricar un neumático
Escrito por Miguel A. Fernández el 21/08/2012 en Técnica

Visita a la Fabrica Michelin de Valladolid
La fábrica Michelín de Valladolid es la más reciente de las factorías de Michelin de España. Construida en 1972 dispone de una plantilla de 1.400 empleados, de los que 241 trabajan allí desde los inicios.
En las instalaciones de Valladolid se producen neumáticos de turismo de gama media-alta y aproximadamente, el 85% de la producción está destinada a la exportación convirtiéndolo en el más moderno centro que posee Michelin en España y uno de los punteros en Europa.
Recientemente fui invitado a visitar sus instalaciones y comprobar in-situ como se fabrica un neumático moderno. Realmente, me va a ser imposible transmitir en este texto el impresionante nivel de tecnología, desarrollo y maquinaria que se necesita en el aparentemente fácil proceso de fabricar un neumático, que nada tiene que ver con la imagen que muchos tienen de que no es mas que un circulo formado por diferentes tipos de goma. Muestra de lo que digo, es que, mucho antes de llegar al final del proceso de fabricación que seguimos, mi sentimiento fue que los neumáticos son mucho más baratos de lo que deberían de ser (aunque esto no se lo conteis a nadie, no se vayan a enterar).
Procesos de fabricación de un neumático
Hay tres procesos básicos en la fabricación de un neumático una vez se tienen las materias primas dispuestas: confección, conformación y cocción. Pero antes hace falta preparar y tratar los diferentes elementos que se utilizan en la fabricación. Se utilizan cauchos sintéticos y naturales y la proporción entre ambos cambia las propiedades de resistencia y de elasticidad.
También se utilizan azufre, que es un elemento clave en la cohesión del caucho cuando se realiza la cocción del neumático; negro de carbono, un producto que sirve como pigmento y como refuerzo de la goma, y sílice. El acero es la materia utilizada para crear los hilos interiores del neumático, básicos en la adhesión de la llanta y el neumático.
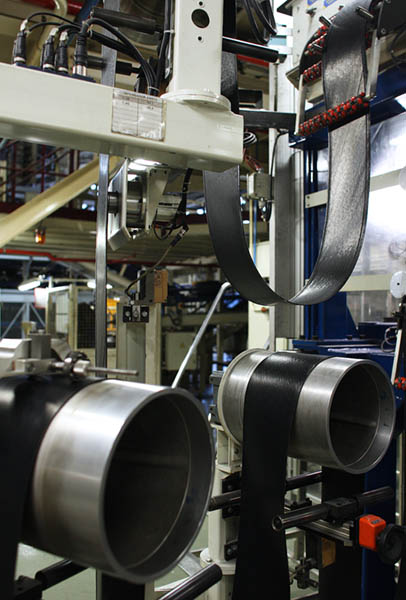
Confección
La confección sirve para comenzar a crear la base del neumático. Para ello se apilan en plano los distintos componentes del neumático sobre un tambor de centro flexible con el que empieza a tomar forma. Cada uno de los componentes debe ir en una posición específica y el orden de colocación de los mismos es vital para conseguir un buen resultado.

El primer componente que se imprime sobre el tambor para crear los neumáticos tubeless (sin cámara) es la goma interior. Ésta debe ser estanca al aire y al agua para que no existan filtraciones en el interior del neumático. A continuación se incorpora la lona de carcasa de forma transversal y a cada lado de la lona se colocan los aros metálicos que darán firmeza al neumático.
Los últimos productos que se añaden en la confección son diversas gomas de relleno o de refuerzo (las lonas), como la que protege los flancos. En este punto del proceso están colocados todos los materiales pero el neumático todavía no tiene forma.
Conformación
A partir de este proceso el neumático empieza a “moldearse” y el producto final se conoce como “neumático crudo”. En primer lugar los componentes pasan de la forma cilíndrica a la de anillo tórico, que ya se va pareciendo a la forma habitual de un neumático.
Para llevar a cabo esta acción, se somete a una presión de inflado a la zona central del neumático, con lo que se hinchan y se tensan las capas de goma. Los aros creados en la conversión se acercan entre sí. A continuación la lona del cinturón de la cima y la banda de rodamiento, que todavía no tiene los dibujos habituales, se enrollan sobre el anillo.

A estas alturas el neumático crudo todavía conserva unas propiedades elásticas que lo harían inútil de cara a usarse como un neumático de verdad. Debe pasar al proceso de cocción en el molde para adquirir las características necesarias para su uso.
Cocción
Hasta ese momento, el neumático no se ha sometido a la acción del calor, con el objetivo de conservar el carácter plástico de las diferentes mezclas utilizadas en su construcción. En esta última etapa, se coloca el neumático en un molde que adquirirá su temperatura de trabajo con agua caliente y vapor. En el molde el agua circula por una membrana interior que se hincha y comienza a pegar el neumático a las paredes interiores, donde se encuentran los dibujos y las marcas que llevará finalmente. Durante la cocción, que dura unos 10 minutos a 150º, se produce el proceso conocido como vulcanización.

La goma deja de tener un carácter plástico y deformable para adquirir la resistencia, firmeza y elasticidad necesarias, aspectos que dependen del grado de vulcanización. La base química de esta transformación se basa en la adhesión del azufre a las moléculas de caucho para que éstas no puedan separarse. Una vez cocido el neumático se separa del molde y comienza a enfriarse, tomando la forma final. El enfriamiento se produce al aire libre.
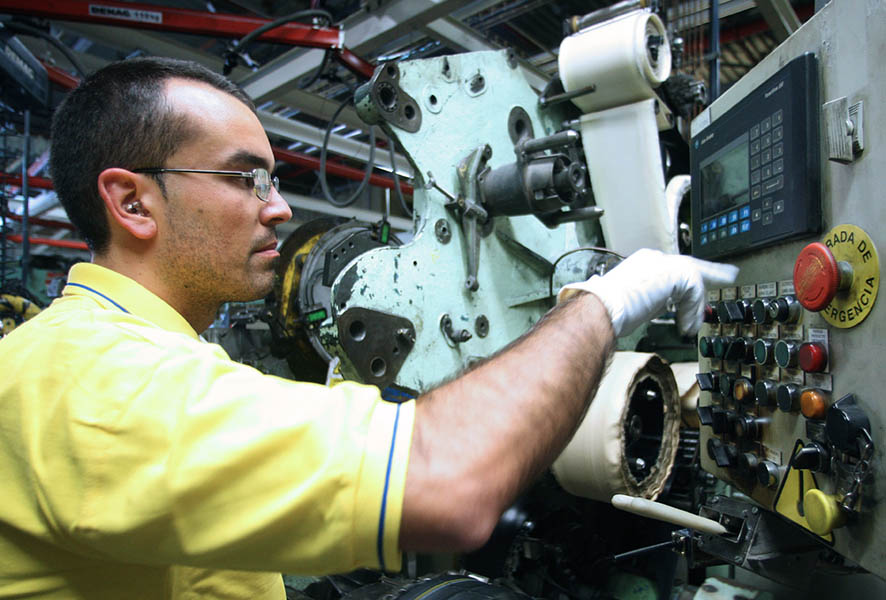
Revisión de los neumáticos
Una vez secado el neumático, viene otra parte destacable de todo este proceso, y es que la revisión se realiza ¡uno a uno! Por personal especializado que es capaz de detectar los más mínimos defectos. Tuvimos oportunidad de ver algún neumático rechazado y de no ser porque marcan el “defecto” con bolígrafo sería imposible identificarlo por alguien que no esté perfectamente entrenado para ello.

Tipos de neumático
El neumático reúne componentes con propiedades muy diversas y en su composición intervienen más de 200 materias primas. Los investigadores utilizan esta amplia paleta para elaborar los posibles componentes del neumático ya que cada uno tiene un papel que desempeñar, según el tipo de neumático que se fabrique. Limitándonos exclusivamente a la superficie tallada y a la profundidad de las ranuras, tendríamos:
Neumáticos de carretera
Superficie tallada: aproximadamente un 30%. Profundidad de las ranuras: de 6 a 9 mm
Neumáticos deportivo
Superficie tallada: aproximadamente un 35%. Profundidad de las ranuras: de 5 a 8 mm.
Neumáticos de invierno
Superficie tallada: aproximadamente un 35%. Profundidad de las ranuras: de 8 a 10 mm
Dos grandes tipos de neumáticos 4X4
Los polivalentes
Superficie tallada: aproximadamente un 35%. Profundidad de las ranuras: de 8 a 12 mm. Los relieves en red forman bloques bien recortados, pero poco agresivos. Las laminillas son escasas.
Con esta morfología, el neumático es bueno para suelos no revestidos, en nieve y barro, y ofrece una aptitud completamente correcta para carretera, teniendo en cuenta la menor capacidad de velocidad de algunos vehículos.
Los especialistas “todo terreno”
Superficie tallada: aproximadamente un 40%. Profundidad de las ranuras: 15 mm. Los relieves dan al neumático un aspecto recortado, formando tacos muy altos pero macizos, que presentan una buena resistencia al arrancamiento. El neumático dispone de una gran capacidad para salvar obstáculos rocosos, y podemos circular en suelos agresivos, barro profundo y pendientes muy pronunciadas.
Michelin ofrece una gama de neumáticos Todo Terreno basada en los polivalentes Latitude Cross, Tour HP, Sport y Diamaris de verano y los Latitude Alpin y Alpin HP de invierno, más enfocados al uso en SUV; además de los Michelin 4X4 OR XZL, 4X4 Synchrone, 4X4 A/T, 4X4 XPC, totalmente enfocados a un uso en campo, industrial o militar.















































Etiquetas: fabricacion de neumaticos, Michelin, neumaticos
También te puede interesar




Comentarios
![]()

![]()

Categorías
- 4×4 (222)
- Accesorios (7)
- Actividades Clubs 4×4 (50)
- Preparaciones 4×4 (35)
- Pruebas 4×4 (29)
- Rallys y Raid 4×4 (48)
- Coches (81)
- Pruebas Coches (25)
- Salones y Ferias (22)
- Técnica (14)
- Más que motor (18)
- Conciertos (10)
- Entrevistas (3)
- Pit Babes (5)
- Motos (191)
- Noticias (95)
- Opinión (5)
- Rutas y viajes (101)

![]()


![]()




![]()
































